
 ورق
ورق لوله
لوله قوطی و پروفیل
قوطی و پروفیل میلگرد
میلگرد تیرآهن و مقاطع سنگین
تیرآهن و مقاطع سنگین اتصالات
اتصالات نبشی، ناودانی، سپری
نبشی، ناودانی، سپری مش و شبکهها
مش و شبکهها مفتول و سیمها
مفتول و سیمها مواد اولیه فولاد
مواد اولیه فولاد ضایعات آهن
ضایعات آهنکاربردیترین روشهای خمکاری ورق؛ ۷ تکنیک برای دقت و کیفیت بالا

فرآیند خمکاری یکی از بنیادیترین روشهای شکلدهی ورقهای فلزی در صنایع سازهای و تولیدی است؛ گرد کردن ورق امکان ایجاد انحنا، فرمهای زاویهدار، مقاطع ناودانی و حتی هندسههای پیچیده را فراهم میکند، بدون آنکه ساختار ورق دچار ترک، پارگی یا کاهش مقاومت شود. در این فرآیند، رفتار ورق تحت تنش، میزان چقرمگی، نقطه تسلیم و ویژگیهای فیزیکی آن با دقت ارزیابی میشود تا قطعه نهایی از نظر دوام و کیفیت، استانداردهای لازم را داشته باشد.
در این مقاله، با معرفی هفت روش کاربردی و عملی خمکاری ورق، با نکات اجرایی و پارامترهای فنی لازم برای تولید خمهای دقیق و پایدار آشنا خواهید شد.
خمکاری ورق چیست؟
خمکاری (Bending) یا بهعبارت دیگر خم گرد ورق، یکی از مراحل تخصصی شکلدهی ورق است که در آن با استفاده از تجهیزات مکانیکی یا هیدرولیکی، نیرو بهصورت کنترلشده به ورق وارد میشود و ورق مطابق زاویه یا شعاع موردنظر تغییر شکل پیدا میکند. در این فرآیند، ماده اولیه تنها تغییر فرم میدهد و مقدار یا حجم آن ثابت میماند؛ بنابراین انتخاب شعاع خم، جنس ورق و نحوه اعمال نیرو اهمیت زیادی در جلوگیری از آسیبهای احتمالی دارد.
ورقهای خمشده در بسیاری از صنایع، از سازه و ساختمان تا کشتیسازی، کشاورزی، خودروسازی و تولید تجهیزات خانگی کاربرد دارند. بسیاری از قطعات روزمره مانند لوستر، چراغها، بدنه سماور یا حتی اجزای برخی دستگاههای صنعتی نتیجه همین فرایند هستند.
با توجه به نوع ورق و مقاومت آن، خمکاری ممکن است بهصورت سرد انجام شود یا در مورد ورقهای خشکتر و مستعد ترک، ابتدا گرمکاری کنترلشده انجام میشود تا انعطافپذیری لازم فراهم شود و خم با کیفیت مناسب ایجاد گردد.
پیشنهاد مقاله: تفاوت ورق سرد و ورق گرم چیست؟ معرفی ورقهای فولادی نورد سرد و گرم
کاربردهای خمکاری ورق
هر جایی که از ورق فولادی استفاده شود، در واقع خمکاری ورق هم وجود دارد. صنایع مختلفی از قبیل ساخت لوازم خانگی، ساختمانسازی، خودروسازی و ... به محصولات فولادی که دارای فرمهای خاصی هستند نیاز دارند. اگر کمی به اطراف خود دقت کنید، وسایل بسیار زیادی را میبینید که در آنها از خمکاری ورق استفاده شده است. یخچال، ماکروویو و اجاق گاز نمونهای از این وسایل هستند. در برخی از صنایع از ورقهای خمشده برای افزایش مقاومت استفاده میکنند. همچنین برای ساخت محل قرارگیری بار در خودروهای باری، هواپیماها، درب و کاپوت خودروها کاربرد دارند.
نکات و پارامترهای مهم در فرآیند خمکاری ورق
خمکاری ورق یکی از فرآیندهای حیاتی و تخصصی در صنعت فولاد است که تغییر شکل دائمی در ورق ایجاد میکند. رعایت اصول فنی و پارامترهای کلیدی پیش از آغاز کار، کیفیت و دوام محصول نهایی را تضمین میکند.
نکات کلیدی قبل از خمکاری
- فاصله خم تا حفره: اگر ورق دارای حفره است، فاصله بین محل خم و حفره باید طبق استاندارد تعیین شود تا شکل و قطر حفره حفظ شود.
- عرض سنبه: برای حصول دقت در خمکاری، عرض سنبه باید از عرض ورق بیشتر باشد تا خم یکنواخت و دقیق ایجاد شود.
- بازگشت فنری در مواد ترد: ورقهای ترد ممکن است پس از خم مقداری به حالت اولیه بازگردند، زیرا تنش نهایی و نقطه تسلیم این مواد نزدیک به هم است و پهنای باند الاستیک بالایی دارند. در حین اعمال تنش، رفتار فلز در برابر خم شدن رول کار به نوع جنس، ضخامت و شعاع خم بستگی دارد.
- شعاع و زاویه خمش: افزایش شعاع و زاویه خمش احتمال بازگشت فنری را بیشتر میکند و باید در طراحی فرآیند در نظر گرفته شود.
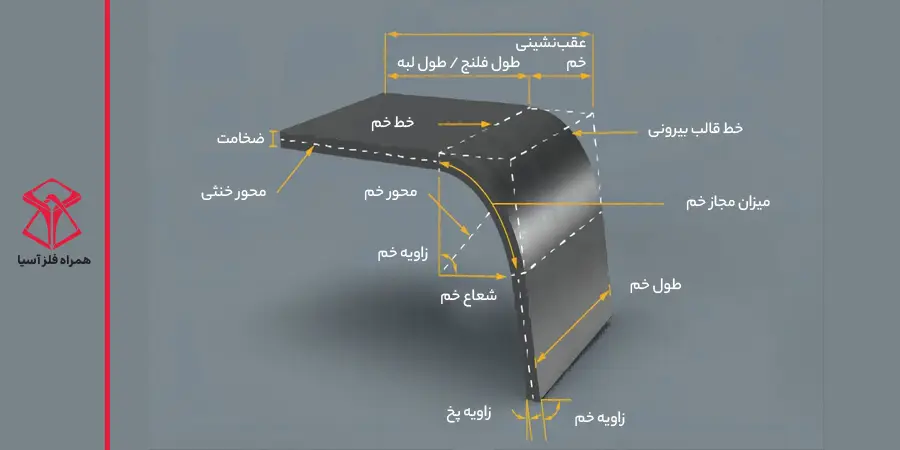
پارامترهای فنی مهم در خمکاری
- شعاع خم: تعیینکننده زاویه خمش و نوع قالب مورد استفاده است و میتواند به صورت داخلی، متوسط یا خارجی مشخص شود.
- ضخامت ورق: هرچه ورق ضخیمتر باشد، نیروی بیشتری برای خمکاری نیاز است و نوع دستگاه و قالب مورد استفاده را مشخص میکند.
- زاویه خم: با توجه به کاربرد و ضخامت ورق، زاویه دقیق توسط دستگاه یا قالب استاندارد تعیین میشود تا محصول نهایی مستحکم و با دقت باشد.
- طول لبه نسبت به منطقه خم: این پارامتر میزان فشار مورد نیاز و روش مناسب خمکاری را تعیین میکند.
- عرض ورق: عرض ورق عامل تعیینکننده نوع قالب، نقطه اعمال نیرو و نحوه خمکاری است.
فرمول خمکاری ورق چیست؟
رعایت همزمان نکات کاربردی و پارامترهای فنی باعث میشود فرآیند خمکاری دقیق و با کیفیت باشد. برای محاسبه دقیق طول خم و نیروهای مورد نیاز، از فرمولهای مهندسی زیر استفاده میشود:
1️⃣ طول خم (Bend Allowance)
این مقدار طول ورق است که هنگام خم باید بهخاطر کشش و تغییر شکل اضافه شود:
π × ((R + K × t) / 180) × θ = BA
-
BABABA = طول خم (Bend Allowance)
-
θ\thetaθ = زاویه خم بر حسب درجه
-
RRR = شعاع داخلی خم
-
ttt = ضخامت ورق
-
KKK = ضریب موقعیت خنثی (Neutral Axis Factor) که معمولاً بین 0.3 تا 0.5 است
برای خمهای پیچیده و چندمرحلهای، نرمافزارهای CAD/CAM معمولاً طول خم و نیرو را دقیق محاسبه میکنند.
۷ تکنیک حرفهای خمکاری ورق که هر متخصصی باید بشناسد
فرآیند خمکاری ورق، بسته به کاربرد محصول نهایی، میتواند شکل، زاویه و میزان مقاومت متفاوتی ایجاد کند. به همین دلیل در صنعت از روشهای متنوعی استفاده میشود تا بتوان به دقت، سرعت و کیفیت دلخواه رسید. هر روش با تجهیزات خاص خود انجام میشود و برای ضخامتها و کاربردهای مختلف طراحی شده است. در ادامه، رایجترین و کاربردیترین روشهای خمکاری ورق را مرور میکنیم.
برای یک انتخاب هوشمندانه و مطمئن، همین حالا راهنمای خرید ورق فولادی ما را مطالعه کنید و با نکات کلیدی خرید ورقهای فولادی آشنا شوید.
1.خمکاری لبهای (Edge Bending)
در این روش، ورق روی قالب مخصوص قرار گرفته و لبه آن با کمک wipe die خم میشود. این نوع خمش رایجترین شکلی است که در لوازم خانگی، تابلوهای برق، قطعات صنعتی سبک و سازههای فلزی سبک مشاهده میکنید.
2. خمش هوا (Air Bending)
در روش خمش هوا، ورق تنها با تکیه بر دو لبه قالب و بدون قرارگیری کامل در داخل آن خم میشود. فشار پانچ غیرمستقیم است و همین موضوع باعث میشود یک قالب برای چند زاویه قابل استفاده باشد. دقت این روش نسبت به خمش پایین کمتر است اما سرعت و انعطاف بیشتری دارد و در تولید انبوه کاربرد زیادی دارد.

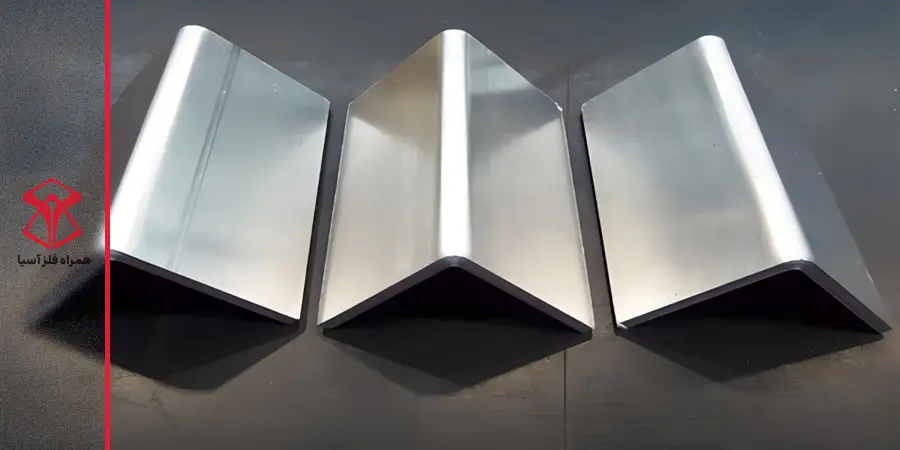
3. خمکاری U (U Bending)
در این روش، قالب به شکل U طراحی شده و پانچ از مرکز فشار وارد میکند تا ورق فرم قالب را به خود بگیرد. خمکاری U زمانی استفاده میشود که نیاز به ایجاد پروفیلها یا قطعاتی با مقطع U شکل وجود دارد.
4. خمکاری رول (Roll Bending)
در خمکاری رول از غلطکهای استوانهای یا مخروطی استفاده میشود تا ورق به تدریج و با شعاع زیاد خم شود. این روش برای تولید استوانهها، مخازن و قطعات منحنی بزرگ کاربرد دارد و امکان ایجاد خمشهای طولانی و یکنواخت را فراهم میکند.
5. خمکاری چرخشی (Rotary Bending)
در روش چرخشی، مجموعهای از ابزارهای روانکار و پسزننده، ورق را بدون ایجاد خراش یا ترک تغییر شکل میدهند. دستگاهها کاملاً اتوماتیک هستند و زاویههای استاندارد را با دقت بالا تولید میکنند. این روش برای قطعات ظریف و حساس بسیار مناسب است.
6. خمکاری مرحلهای (Step Bending)
در خمکاری مرحلهای، ورق طی چند مرحله پشت سر هم و با فشارهای جداگانه خم میشود. هرچه تعداد مراحل بیشتر باشد، شعاع نهایی نرمتر و دقیقتر خواهد بود. این تکنیک زمانی استفاده میشود که نیاز به ایجاد خمهای منحنی یا بزرگ با کنترل کامل روی شکل نهایی باشد.
7. خمش پایین (Bottom Bending)
در روش خمش پایین، ورق داخل قالب V قرار گرفته و پانچ از بالا فشار کنترلشدهای وارد میکند تا ورق کاملا روی قالب بنشیند و زاویه نهایی دقیق ایجاد شود. این شیوه برای تولید خمهای مستحکم با حداقل بازگشت فنری انتخاب میشود، زیرا ورق کاملاً در مرکز نیرو شکل میگیرد.

در صورتی که میخواهید درباره روشهای خمکاری میلگرد اطلاعات کسب کنید، به وبلاگ همراه فلز سر بزنید.
آشنایی با انواع دستگاههای خمکاری ورق و ورقهای مناسب برای خمکاری
برای اجرای یک خم دقیق و یکنواخت، انتخاب دستگاه مناسب به اندازه انتخاب روش خمکاری اهمیت دارد. ماشینهای خمکاری ورق با کمک سنبه و قالب، زاویه مشخصی را روی ورق ایجاد میکنند و بسته به نوع طراحیشان، توانایی خمکاری ضخامتها و ابعاد مختلف را دارند. در ادامه با رایجترین انواع این دستگاهها و موارد مصرف هرکدام آشنا میشوید.
خمکاری ورق با لیزر؛ روش نوین فرمدهی فلزات
علاوه بر روشهای سنتی، خمکاری با لیزر یکی از تکنیکهای جدیدی است که برای شکلدهی سریع و دقیق ورقهای فلزی استفاده میشود. در این روش، پرتو لیزر با ایجاد تنش حرارتی کنترلشده باعث تغییر شکل موضعی ورق میشود.
برخلاف روشهای مکانیکی که به دستگاههای سنگین نیاز دارند، خمکاری لیزری به دلیل انعطافپذیری بالا، کاهش زمان تولید و کاهش هزینهها انتخاب مناسبی در پروژههای مدرن است. این تکنیک حتی در مقیاسهای بسیار کوچک مانند صنعت میکروالکترونیک نیز کاربرد دارد.
دستگاه خمکن دستی
خم کاری دستی ورق، سادهترین فرم دستگاههای خمکاری است و بخش زیادی از فرآیند با نیروی دست انجام میشود. این مدل برای ورقهای نازک و قطعاتی با طول کم کاربرد دارد. ماهیت دستی آن باعث میشود بیشتر برای کارگاههای کوچک یا تولیدات کمتیراژ استفاده شود.

دستگاه خمکن برقی
در این دستگاه، موتور الکتریکی و جعبهدنده حرکت لازم برای خمکاری را ایجاد میکنند. صفحه گردان و فک خمکننده معمولاً بین ۱ تا ۶ متر طول دارند و امکان خمکاری ورقهایی تا ۶ میلیمتر ضخامت را فراهم میکنند. این دستگاه دقت بیشتری نسبت به مدلهای دستی دارد و برای تولیدات نیمهصنعتی مناسب است.
دستگاه خمکن ستونی
در این مدل دو فک با طولهای متفاوت در قسمت بالا و پایین قرار گرفته و ورق بین آنها مهار میشود. با نزدیک شدن تدریجی فکها – از طریق دسته مخصوص – ورق مطابق ضخامت و شعاع موردنیاز خم میشود. این دستگاه برای خمهای طولی و یکنواخت کاربرد زیادی دارد و در کارگاههای متوسط تا صنعتی استفاده میشود.
دستگاه خمکن هیدرولیکی
یکی از قدرتمندترین و دقیقترین ماشینهای خمکاری است. این دستگاه با میزهایی ۲ تا ۱۲ متری تولید میشود و بخش ضربهزن با نیروی هیدرولیک فشار خمش را اعمال میکند. به دلیل توان بالا و انحراف حداقلی، بهترین انتخاب برای خم کاری ورقهای ضخیم و پروژههای سنگین محسوب میشود.
در ادامه نگاهی میاندازیم به جدول مقایسه روشهای خمکاری ورق فلزی:
| روش خمکاری | توضیح مختصر | مزایا | معایب | مناسب برای |
|---|---|---|---|---|
| خمکاری با پرس برک | استفاده از قالب پانچ و ماتریس برای خمکردن ورق | دقت بالا، تکرارپذیری خوب | نیاز به اپراتور ماهر | تولیدات صنعتی، سفارشیسازی |
| خمکاری غلتکی | عبور ورق از میان چند غلتک برای ایجاد انحنای تدریجی | مناسب برای خمهای بلند و شعاع بزرگ | سرعت پایین در خمهای تیز | ساخت تانک، سیلو، دودکش |
| خمکاری دستی | انجام خمکاری با ابزار ساده یا نیروی انسانی | هزینه کم، مناسب کارگاههای کوچک | دقت پایین، مناسب قطعات ساده | نمونهسازی، پروژههای محدود |
| خمکاری با قالب (دای) | استفاده از قالب سفارشی برای ایجاد خم خاص | سرعت بالا در تیراژ بالا | هزینه بالای طراحی قالب | تولید انبوه قطعات مشابه |
| خمکاری V شکل | خمکردن ورق به صورت زاویهدار (مانند ۹۰ درجه) | رایجترین روش در صنایع | محدودیت در زاویهها و شعاعها | صنایع ساختمانی و فلزی |
مزایای خمکاری ورق چیست؟
حتما با خود میپرسید خمکاری ورق چه مزیتهایی دارد که این همه کاربرد دارد. در ادامه برخی از این مزایا را بیان میکنیم:
با خمکاری نیازی به جوشکاری مواد اولیه نبوده و مقاومت ورق افزایش مییابد.
انواع مختلفی از محصولات فولادی در اشکال متنوع ساخته میشوند.
دقت و سرعت بالایی دارد.
هنگام مونتاژ قطعات، خطا را کاهش میدهد.
کدام ورقها برای خمکاری مناسب هستند؟
تقریباً تمام ورقهای فولادی قابلیت خمکاری دارند؛ اما درجه خمپذیری به عواملی مانند ترکیب شیمیایی، ضخامت، روش تولید و نوع پوشش سطحی بستگی دارد. مهمترین ورقهای مناسب برای خمکاری عبارتاند از:
خم کاری ورق سیاه
ورق خم شده نورد گرم، به دلیل ساختار نرمتر و چقرمگی مناسب، در دمای محیط بهخوبی خم میشود. با اینکه دقت سطحی آن پایینتر از ورق سرد است، اما در پروژههای سنگین مانند سازههای فلزی، شاسیسازی و قطعات صنعتی عملکرد قابل اعتمادی دارد. قیمت ورق سیاه نیز معمولا اقتصادیتر است و به همین دلیل یکی از پراستفادهترین گزینهها برای خمکاری محسوب میشود.
خمکاری ورق روغنی
ورق نورد سرد بهدلیل سطح صاف، دقت ابعادی بالا و یکنواختی ساختاری، بهترین عملکرد را در خمکاریهای دقیق دارد؛ بهویژه زمانی که خم با زاویه کم یا شعاع کوچک مدنظر باشد. کنترلپذیری بالای ورق روغنی در حین خمکاری باعث شده در صنایع خودرو، لوازم خانگی و تولید قطعات مهندسی حساس، انتخاب اول باشد.
از آنجا که هزینه نهایی خمکاری تا حد زیادی به قیمت روز ورق روغنی و ضخامت انتخابی بستگی دارد، بررسی صفحه قیمت ورق روغنی میتواند به تصمیمگیری دقیقتر برای پروژه کمک کند.
خمکاری ورق گالوانیزه
ورق گالوانیزه بهدلیل پوشش یکنواخت روی، علاوه بر مقاومت بالا در برابر خوردگی، خمپذیری مطلوبی نیز ارائه میدهد. همین ترکیب استحکام و قابلیت شکلدهی باعث شده این ورق در ساخت سازهها و تجهیزاتی که در معرض رطوبت، بخار یا شرایط محیطی سخت قرار دارند، بسیار مورد استفاده قرار گیرد.
از آنجا که هزینه تمامشده خمکاری ورق گالوانیزه تحت تأثیر ضخامت و قیمت روز ورق گالوانیزه است، بررسی صفحه قیمت این محصول قبل از انتخاب ورق میتواند تصمیمگیری فنی و اقتصادی پروژه را دقیقتر کند.
فرآیند خمکاری ورق یکی از اساسیترین روشهای شکلدهی فلز است که با تکیه بر اصول فنی، انتخاب ورق مناسب و استفاده از تجهیزات استاندارد، امکان تولید قطعات دقیق و بادوام را فراهم میکند. رعایت پارامترهایی مانند شعاع خمش، ضخامت ورق و نوع روش خم ورق آهن نقش تعیینکنندهای در کیفیت نهایی دارد و هر صنعت با توجه به نیاز خود از تکنیکهای متفاوت بهره میبرد. در نهایت، انتخاب ورق مناسب، از ورق سیاه گرفته تا ورق روغنی و گالوانیزه و آگاهی از ویژگیهای خمپذیری و هزینههای مرتبط، کلید یک خمکاری حرفهای، ایمن و اقتصادی است.