
 ورق
ورق لوله
لوله قوطی و پروفیل
قوطی و پروفیل میلگرد
میلگرد تیرآهن و مقاطع سنگین
تیرآهن و مقاطع سنگین اتصالات
اتصالات نبشی، ناودانی، سپری
نبشی، ناودانی، سپری مش و شبکهها
مش و شبکهها مفتول و سیمها
مفتول و سیمها مواد اولیه فولاد
مواد اولیه فولاد ضایعات آهن
ضایعات آهنراهنمای آموزش جوشکاری پروفیل سبک؛ از صفر تا صد

در دنیای مدرن صنعت و ساختوساز، پروفیل سبک که با نام پروفیل مبلی نیز شناخته میشود، یکی از پرکاربردترین مقاطع فولادی است. این مقاطع به دلیل تولید از ورقهای روغنی با ضخامتهای بسیار کم (معمولاً بین 0.4 تا 2 میلیمتر)، ویژگیهای منحصربهفردی دارند که آنها را برای ساخت مبلمان، تجهیزات پزشکی، لوازم خانگی و صنایع ظریف ایدهآل میکند. با این حال، همین ظرافت و ضخامت کم، فرآیند اتصال آنها را به یک چالش جدی برای جوشکاران تبدیل کرده است.
بسیاری از افراد تصور میکنند که جوشکاری قوطیهای آهنی یکسان است، اما در واقعیت، جوشکاری پروفیل سبک یا پروفیل مبلی نیازمند دانشی فراتر از آموزش جوشکاری مبتدی ساده است. اشتباه در تنظیم آمپر یا انتخاب الکترود نهتنها باعث سوراخ شدن قطعه میشود، بلکه به دلیل قیمت پروفیل سبک که بر اساس واحد وزن گرانتر از پروفیلهای سنگین است، ضرر مالی قابلتوجهی به پروژه وارد میکند. در این مقاله، تمامی ابعاد فنی، ترفندها و استانداردهای لازم برای یک اتصال بینقص را بررسی خواهیم کرد.
اهمیت مدیریت حرارت در پروفیلهای نازک
تفاوت بنیادی بین جوشکاری یک تیرآهن ضخیم و یک پروفیل مبلی در مدیریت حرارت ورودی (Heat Input) نهفته است. در فلزات ضخیم، فلز پایه به عنوان یک سینک حرارتی عمل کرده و گرما را در خود پخش میکند. اما در پروفیلهای سبک، حرارت ناشی از قوس الکتریکی به سرعت در نقطه اتصال متمرکز شده و لبههای نازک ورق را ذوب میکند. این پدیده منجر به ایجاد سوراخهای بزرگ یا تغییر شکل (اعوجاج) کل سازه میشود. بنابراین، اولین قدم در آموزش جوشکاری پروفیل سبک، یادگیری روشهای کنترل دمای حوضچه مذاب است.

بخش اول: تجهیزات و ابزارشناسی تخصصی
قبل از هر چیز باید ابزاری که با آن کار میکنید را خوب بشناسید. بدون شناختن و انتخاب درست ابزار مناسب برای جوشکاری پروفیل سبک، ممکن است هم به خود پروفیل آسیب بزنید و هم محصول نهایی، آن چیزی که میخواهید از آب درنیاید.
۱. الکترود مناسب برای جوشکاری پروفیل سبک
انتخاب الکترود قلب تپنده کیفیت جوش شماست. برای پروفیلهای نازک، استفاده از الکترودهای ضخیم مانند سایز 3.25 یا 4 یک اشتباه فاحش است. استانداردترین گزینه برای این کار، الکترود سایز 2.5 میلیمتر است. در موارد خاص که ضخامت ورق زیر 0.8 میلیمتر است، باید از الکترود سایز 2 استفاده شود.
کد الکترود نیز بسیار حیاتی است. الکترود E6013 که در بازار ایران به نام الکترود همه کاره شناخته میشود، بهترین انتخاب برای پروفیل سبک است. این الکترود از نوع رتیلی بوده و دارای قوس نرم، پایداری بالا در آمپراژ پایین و جداسازی بسیار آسان سرباره (گلجوش) است. نفوذ این الکترود به اندازهای است که اتصال را تضمین کند اما باعث سوراخ شدن ورق نشود.
۲. تحلیل قیمت دستگاه جوش پروفیل سبک و انتخاب اینورتر
برای دستیابی به یک جوش تمیز روی قوطیهای مبلی، شما به جریانی بسیار یکنواخت و بدون نوسان نیاز دارید. دستگاههای قدیمی ترانسی به دلیل نوسانات جریان، باعث چسبیدن مداوم الکترود یا سوراخ شدن ناگهانی فلز میشوند. دستگاههای اینورتر مدرن با تکنولوژی IGBT بهترین گزینه هستند.
هنگام بررسی قیمت دستگاه جوش پروفیل سبک، به قابلیتهایی مثل آنتیاستیک (Anti-Stick) و آرکفورس (Arc Force) توجه کنید. این قابلیتها به جوشکار اجازه میدهند تا در آمپرهای پایین (مثلاً 40 تا 60 آمپر) بدون ترس از چسبیدن الکترود به قطعه کار، فرآیند را پیش ببرد. قیمت این دستگاهها در حال حاضر سرمایهگذاری هوشمندانهای برای جلوگیری از ضایعات پروفیل گرانقیمت محسوب میشود.
بخش دوم: روشهای مختلف اتصال و کاربرد آنها
۱. جوشکاری الکترود دستی (SMAW)
این روش متداولترین راه برای اتصالات کارگاهی است. مزیت آن ارزانی و در دسترس بودن تجهیزات است. با این حال، محدودیت بزرگ آن در ضخامتهای بسیار پایین است. جوش برق برای پروفیلهای با ضخامت کمتر از 0.9 میلیمتر توصیه نمیشود مگر اینکه جوشکار تخصص بالایی در تکنیک خالجوشهای متوالی داشته باشد.
۲. جوشکاری با گاز محافظ CO2 (MIG/MAG)
اگر به دنبال سرعت بالا و تمیزی هستید، جوش CO2 بیرقیب است. در این روش، سیمجوش به صورت مداوم تغذیه میشود و گاز دیاکسید کربن مانع از اکسایش حوضچه مذاب میگردد. از آنجایی که حرارت در این روش کنترلشدهتر است، برای تمامی ضخامتهای پروفیل سبک عالی است. تنها عیب آن، تجهیزات سنگین و نیاز به کپسول گاز است.
۳. جوشکاری تیگ یا آرگون (TIG)
برای سازههایی که جنبه تزئینی دارند و ظاهر جوش بسیار مهم است، جوش آرگون حرف اول را میزند. این روش نهتنها برای فولاد معمولی، بلکه برای پروفیلهای سبک استیل نیز کاربرد دارد. درز جوش در این روش بسیار باریک و صاف است، اما هزینه گاز آرگون و سرعت پایین کار، آن را به روشی گرانقیمت تبدیل کرده است. جدول اشتال آنلاین پروفیل به شما این امکان را میدهد تا اطلاعات بیشتری از ضخامت، حرارت، پیچش، تاب و ممانهای اینرسی کسب کنید. اگر پروفیل خاصی دارید حتما به آن سر بزنید تا هوشمندانه کارتان را شروع کنید و ببینید کدام جوش بهتر عمل میکند.
| نوع جوشکاری | مهارت مورد نیاز | نحوه انجام | مزیت اصلی |
|---|---|---|---|
| جوشکاری الکترود دستی (SMAW) | متوسط تا بالا | دستی | ارزان و در دسترس |
| جوش CO2 (MIG/MAG) | متوسط | نیمه اتوماتیک | سرعت بالا و تمیزی |
| جوش آرگون (TIG) | بسیار بالا | دستی / اتوماتیک | ظرافت بینظیر |
| جوش برنج (Brazing) | بالا | دستی | عدم آسیب به فلز پایه |
بخش سوم: راهنمای عملی و نحوه صحیح جوشکاری با الکترود
گام ۱: آمادهسازی سطح
پروفیلهای مبلی در کارخانه با لایهای از روغن محافظ پوشانده میشوند. جوشکاری روی این روغن باعث ایجاد دود غلیظ، ناپایداری قوس و تخلخل در جوش میشود. قبل از شروع، محل اتصال را با تینر یا بنزین کاملاً پاک کنید. اگر زنگزدگی جزئی وجود دارد، حتماً با برس سیمی آن را از بین ببرید.
گام ۲: تنظیم آمپر مناسب برای جوشکاری قوطی
آمپر دستگاه باید متناسب با ضخامت ورق و سایز الکترود باشد. برای الکترود 2.5 روی پروفیل با ضخامت 1 تا 1.5 میلیمتر، آمپر را بین 50 تا 65 تنظیم کنید. اگر آمپر بالاتر از 70 باشد، سوراخ شدن حتمی است و اگر زیر 45 باشد، الکترود به قطعه میچسبد. تنظیم دقیق آمپر یکی از کلیدیترین ترفند های جوشکاری پروفیل است.
| ضخامت پروفیل (میلیمتر) | سایز الکترود (میلیمتر) | آمپر پیشنهادی (A) |
|---|---|---|
| 0.6 تا 0.8 | 2.0 | 30 - 45 |
| 0.9 تا 1.2 | 2.0 / 2.5 | 45 - 60 |
| 1.2 تا 1.5 | 2.5 | 60 - 75 |
| 1.5 تا 2.0 | 2.5 | 75 - 90 |
گام ۳: ایجاد قوس و تکنیک نقطه-توقف
به جای کشیدن یک خط ممتد (که باعث تجمع حرارت و ذوب شدن کل لبه میشود)، از تکنیک خالجوشهای زنجیرهای استفاده کنید. یک نقطه جوش بزنید، یک ثانیه صبر کنید تا فلز از حالت گداخته خارج شود و سپس نقطه بعدی را طوری بزنید که نیمی از نقطه قبلی را بپوشاند. این روش تضمین میکند که ورق سوراخ نشود.
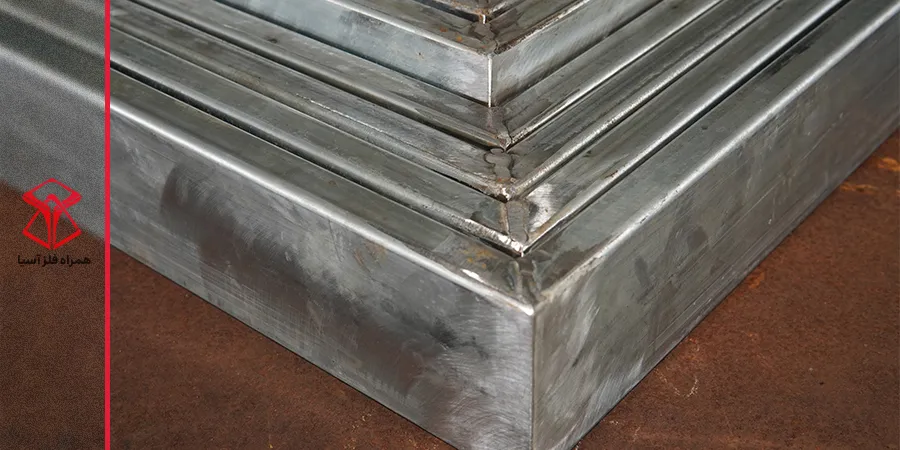
گام ۴: آموزش جوشکاری گوشه و اتصالات زاویهدار
در آموزش جوشکاری گوشه، چالش اصلی این است که گرما در کنجها محبوس میشود. زاویه الکترود را طوری تنظیم کنید که فشار قوس به سمت لبههای ضخیمتر (در صورت وجود) یا مرکز درز باشد. حرکت دست باید به صورت نوسانی بسیار کوچک باشد تا مذاب به هر دو طرف درز بچسبد.
بخش چهارم: آموزش جوشکاری نبشی به پروفیل سبک
در بسیاری از سازهها، نیاز است که نبشی به قوطی سبک متصل شود. از آنجایی که ضخامت نبشی معمولاً بیشتر از پروفیل مبلی است، در آموزش جوشکاری نبشی باید یاد بگیرید که قوس را روی نبشی متمرکز کنید. حرارت را روی قطعه ضخیمتر (نبشی) ایجاد کرده و حوضچه مذاب را به آرامی به سمت پروفیل سبک هدایت کنید. این کار از سوختن و سوراخ شدن قوطی جلوگیری میکند.
بخش پنجم: ترفندهای حرفهای برای جلوگیری از پیچیدگی
حرارت جوش باعث انقباض و انبساط فلز میشود. در پروفیلهای سبک، این پدیده باعث میشود که سازه پس از اتمام کار، کج یا تابدار شود. برای جلوگیری از این مشکل:
- ابتدا تمام بخشهای سازه را با خالجوشهای ریز فیکس کنید.
- ترتیب جوشکاری را به صورت ضربدری انتخاب کنید تا تنشها یکدیگر را خنثی کنند.
- از گیرههای محکم (F-Clamp) برای ثابت نگه داشتن قطعات روی میز کار استفاده کنید.
بخش ششم: نکات ایمنی و سلامت حرفهای
جوشکاری پروفیل سبک بخارات خاص خود را دارد. اگر پروفیل گالوانیزه باشد، سوختن لایه روی باعث ایجاد دود سفید و بسیار سمی میشود که میتواند منجر به مسمومیت شدید شود. همیشه در محیطهای باز یا زیر هودهای مکنده قوی کار کنید. استفاده از ماسکهای مخصوص جوشکاری و دستکشهای ظریف که حس لامسه را برای کنترل انبر کاهش ندهند، ضروری است.

اقدامات حیاتی پیش از شروع عملیات جوشکاری
برای دستیابی به یک اتصال باکیفیت و جلوگیری از دوبارهکاری در کار با پروفیلهای نازک، انجام این مراحل پیش از زدن اولین جرقه الزامی است:
- اندازهگیری دقیق و برش با ارههای مخصوص (مانند اره آبصابونی) برای رسیدن به حداقل فاصله (Gap) بین دو لبه.
- پلیسهگیری و یکدست کردن لبههای تیز ناشی از برش با استفاده از سوهان یا مینیفرز برای نشست بهتر قطعات روی هم.
- پاکسازی کامل سطح پروفیل از روغنهای کارخانهای، گرد و غبار و آلودگیهای محیطی با استفاده از حلالهای مناسب.
- بررسی و رفع زنگزدگیهای سطحی با سنباده نرم جهت بهبود هدایت الکتریکی و پایداری قوس.
- تثبیت و فیکس کردن پروفیلها با استفاده از گیرههای مخصوص یا مگنتهای جوشکاری برای جلوگیری از تغییر زاویه حین خالجوش زدن.
- چک کردن سلامت کابلها، انبر جوش و گیره اتصال زمین (Earth) برای جلوگیری از افت ولتاژ ناگهانی.
- اطمینان از خشک بودن روکش الکترودها؛ در صورت لزوم از گرمکن الکترود برای خارج کردن رطوبت استفاده کنید تا جوش دچار تخلخل نشود.
- تنظیم نهایی دستگاه اینورتر بر اساس جدول آمپراژ متناسب با ضخامت دقیق ورق روغنی پروفیل.
بخش هفتم: عیبیابی در جوشکاری پروفیل نازک
اگر جوش شما دچار تخلخل (حبابهای ریز) شده، یا آمپر خیلی بالاست یا الکترود شما مرطوب است. اگر جوش ضعیف است و به راحتی جدا میشود، نفوذ جوش کم بوده و باید آمپر را کمی بالا ببرید یا سرعت حرکت دست را کاهش دهید. در صورت ایجاد سوراخ، آمپر را کم کرده و از یک تکه سیمجوش کمکی برای پر کردن حفره استفاده کنید. اگر هنوز پروفیل مبلیتان را نخریدهاید، راهنمای خرید پروفیل مبلی را حتما بخوانید تا بتوانید مناسب با نیازتان بهترین پروفیل را تهیه کنید و همین باعث میشود جوشکاری محصول نهایی را هم با اطمینان بیشتری انجام دهید.
✅مقاله مرتبط: لیست کامل تولیدکنندگان پروفیل ایران
نتیجهگیری نهایی
آموزش جوشکاری پروفیل سبک مهارتی است که با تمرین و تکرار به دست میآید. کلید موفقیت در این کار، انتخاب الکترود مناسب برای جوشکاری پروفیل سبک، تنظیم آمپر دقیق و تسلط بر تکنیکهای جوشکاری منقطع است. با رعایت اصول گفته شده و تمرکز بر جزئیات آمادهسازی، میتوانید اتصالی مقاوم و در عین حال بسیار تمیز ایجاد کنید که ارزش سازه شما را دوچندان کند.